- Casa
- >
preparazione dell'elettrodo
- >
macchina di rivestimento della batteria
- >
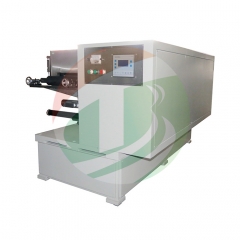
Macchina per la deposizione di rivestimenti per elettrodi di batterie a doppia modalità (matrice a fessura e trasferimento)
Categorie
Prodotti caldi







Loading...




Macchina per la deposizione di rivestimenti per elettrodi di batterie a doppia modalità (matrice a fessura e trasferimento)
Marca:
TOB NEW ENERGYoggetto numero.:
TOB-JYZY-350-4.5ordine (moq):
1setPagamento:
L/C,T/Torigine del prodotto:
Chinaporto di spedizione:
XIAMEN
Macchina per il rivestimento di elettrodi di batterie a doppia modalità (Slot Die e Transfer) per ricerca e sviluppo e linea pilota nel settore delle batterie.
Che cos'è una macchina per la verniciatura a doppia modalità?
La maggior parte delle linee pilota e dei laboratori di ricerca e sviluppo si trova ad affrontare un problema ricorrente: la sospensione che la settimana scorsa ricopriva perfettamente la testa di estrusione a fessura non si stabilizza questa settimana perché la formulazione è cambiata, il contenuto di solidi è variato o la viscosità del lotto non è più ottimale per la filiera. O si lotta contro il menisco tutto il giorno, oppure si passa a una macchina diversa.
Il TOB-JYZY-350-4.5 risolve questo problema integrando due metodi di rivestimento distinti in un unico chassis:
• Rivestimento dello stampo a fessura: Dosaggio di precisione tramite pompa a cavità progressiva servoassistita. Ideale per catodi NMC, LCO o LFP a base di NMP a bassa-media viscosità, dove la variazione di peso deve rimanere inferiore a ±1,5%.
• Rivestimento a trasferimento a virgola a 3 rulli: G Dosaggio controllato da AP tramite barra a virgola rettificata di precisione. Ideale per anodi di grafite acquosa ad alta viscosità o Si-C, dove la stabilità del cordone di saldatura a fessura si deteriora.
Il passaggio tra le due modalità avviene meccanicamente. Nessun trucco software. La testa di taglio si ritrae, il gruppo del rullo di trasferimento si blocca e si regola la distanza tra le barre di riferimento con micrometri. Il cambio di modalità richiede meno di 90 minuti con un operatore qualificato.
Fustella a fessura vs. rivestimento di trasferimento: quando utilizzare l'uno o l'altro
|
Metodo di rivestimento |
Intervallo di viscosità ideale |
Ideale per |
Difetto tipico in caso di utilizzo errato |
|
Matrice a fessura (estrusione) |
2.000 – 8.000 mPas |
Catodi NMC, LCO, LFP (solvente NMP) |
rottura del menisco, trascinamento dell'aria, nervatura |
|
Trasferimento di virgola (3 rulli) |
6.000 – 12.000+ mPas |
Anodi di grafite, anodi Si-C, sospensioni acquose |
Accumulo di materiale sui bordi, variazione di spessore se lo spazio non viene compensato |
|
Modalità doppia (questa macchina) |
Gamma completa da 2.000 a 12.000 mPas |
Qualsiasi prova di formulazione o lotto pilota |
N/D — scegli lo strumento giusto per la poltiglia |
Sintesi dei valori chiave (per i responsabili degli acquisti e dell'ingegneria)
• Un'unica voce di bilancio per le attrezzature capitali copre due tecnologie di rivestimento. Non è necessario prevedere un budget separato per le macchine di rivestimento a fessura e a trasferimento a virgola.
• Allineamento intermittente del pattern entro ±1,0 mm di lunghezza, ±0,5 mm di larghezza. Il tracciamento dei bordi tramite fotosensore allinea automaticamente i pattern sul lato anteriore e posteriore. Nessun intervento manuale durante la verniciatura su entrambi i lati.
• Rullo di rivestimento cromato duro e lama a virgola rettificata. Entrambi mantenuti entro una tolleranza di eccentricità radiale e rettilineità di ≤ ±1,5 µm. Questa è la base meccanica per la specifica di precisione del rivestimento di ±3 µm.
• Essiccazione indipendente a 3 zone con riscaldamento SCR analogico. Lunghezza totale del forno: 4,5 metri. Gli ugelli di soffiaggio dell'aria superiori e inferiori impediscono la formazione di croste superficiali sugli elettrodi spessi.
• Progettato per camere catodiche a bassa umidità. Area della testa di rivestimento specificata per ≤35% UR. Rulli anodizzati, componenti sigillati contro la fuoriuscita di vapore NMP.
Contesto del caso: Linea pilota per catodo NMC811 ad alta densità energetica (solvente NMP) e anodo di grafite acquosa su lamina di rame da 10 µm.
|
Parametro |
Matrice a fessura ( NMC811) |
Trasferimento (anodo di grafite) |
|
Viscosità della sospensione |
~4.500 mPas |
~9.800 mPas |
|
Contenuto solido |
68% |
52% |
|
Velocità di rivestimento |
2,8 m/min |
1,8 m/min |
|
Obiettivo di spessore a secco |
85 µm (lato singolo) |
120 µm (lato singolo) |
|
Variazione del peso del rivestimento (misurata) |
±1,3% |
±1,4% |
|
Tasso di difetti dei bordi |
<2% della superficie totale rivestita |
<3% della superficie totale rivestita |
Dati raccolti presso il sito del cliente TOB (impianto pilota nel sud-est asiatico) durante la messa in servizio di un'unità TOB-JYZY-350-4.5. Substrato: lamina di Al da 12 µm per il catodo, lamina di Cu da 10 µm per l'anodo. Misurazioni effettuate secondo il protocollo interno di controllo qualità TOB su 500 metri di rivestimento continuo.
Applicazioni
• Produzione di batterie agli ioni di litio su scala pilota: catodi NMC, LFP, LCO, LMO; anodi in grafite e Si-C.
• Sviluppo di batterie agli ioni di sodio: sospensioni catodiche agli ioni di sodio fino a 12.000 mPa·s.
• Prove di rivestimento con elettroliti allo stato solido: sospensioni ad alto contenuto di solidi (20-85%) con NMP o acqua.
• Rivestimento degli elettrodi dei supercondensatori: film sottile di precisione su substrati di alluminio.
• Ricerca e sviluppo di pellicole funzionali: qualsiasi applicazione che richieda una deposizione precisa di film umido su fogli metallici flessibili.
Specifiche tecniche
|
NO. |
Articolo |
Parametro |
Osservazioni |
|
1 |
chimica compatibile |
LFP, NMC, LCO, LMO, grafite, Si-C, ioni di sodio, ecc. |
Catodo e anodo |
|
2 |
Metodo di rivestimento |
Continuo e intermittente |
Combinazione di matrice a fessura e trasferimento |
|
3 |
Velocità di rivestimento |
1,5 ~ 3,0 m/min |
Dipende dal profilo di essiccazione |
|
4 |
Modello intermittente |
Rivestimento
Lunghezza: 10~5000 mm
|
|
|
5 |
Allineamento su entrambi i lati |
Tracciamento automatico dei bordi tramite sensore fotografico |
Registrazione lato inverso |
|
6 |
Spessore del substrato |
Foglio di alluminio: 8~30 µm
|
|
|
7 |
Larghezza della superficie del rullo |
400 mm |
|
|
8 |
Larghezza di rivestimento garantita |
≤ 350 mm |
|
|
9 |
Rullo di rivestimento / Rullo in gomma |
Φ120 mm |
|
|
10 |
Rullo di dosaggio (Dottore) |
Φ100 mm |
|
|
11 |
Precisione del rivestimento |
±3 µm |
|
|
12 |
Variazione del peso del rivestimento |
≤ ±1,5% |
Escluso il margine del bordo, substrato incluso |
|
13 |
Intervallo di viscosità della sospensione |
2000 ~ 12000 mPas |
|
|
14 |
Spessore del rivestimento a secco |
20 ~ 200 µm |
Lato singolo |
|
15 |
Compatibilità con i solventi |
NMP (densità 1,033, punto di ebollizione 204 °C)
|
|
|
16 |
Gamma di contenuti solidi |
20 ~ 85% |
|
|
17 |
Precisione dimensionale |
Lunghezza: ≤ ±1,0 mm
|
|
|
18 |
Allineamento anteriore-posteriore |
Lunghezza: ≤ ±1,0 mm
|
|
|
19 |
Deviazione della guida web |
±0,3 mm |
|
|
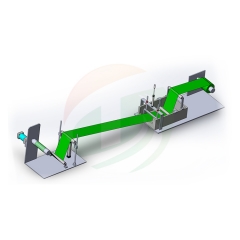
20 |
Schema della macchina |
Svolgi la testa, il forno, riavvolgi |
Modulare / Diviso |

FAQ
D1: Quanto tempo occorre effettivamente per passare dalla modalità di trasferimento a fessura a quella a virgola?
A: Con un operatore esperto, il cambio meccanico richiede circa dai 45 ai 90 minuti. Questo include la retrazione della testa della matrice a fessura, il bloccaggio del gruppo del rullo di trasferimento e la regolazione della distanza tra le lame a virgola tramite le teste micrometriche. La modifica della ricetta PLC per i parametri di tensione e velocità è immediata. Il fattore limitante è la pulizia del labbro della matrice a fessura se si è utilizzata una pasta abrasiva a base di NMP: questo è il vero dispendio di tempo, non la sostituzione dell'hardware.
D2: Le specifiche indicano una precisione di rivestimento di ±3 µm. È possibile raggiungere tale precisione su un foglio di alluminio da 8 µm senza che si formino grinze?
A: Sì, a condizione che il profilo di tensione di svolgimento sia impostato correttamente. Le variabili critiche sono il circuito di feedback del rullo di trascinamento e la durezza del rullo di supporto in gomma. Su una lamina di alluminio da 8 µm, si utilizza una pressione di presa inferiore sul rullo in EPDM e si mantiene la tensione di svolgimento al limite inferiore dell'intervallo (tipicamente 5-8 N). La formazione di grinze è solitamente riconducibile a un rullo guida disallineato o a un cuscinetto folle sporco, non alla geometria della testa di spalmatura. La macchina mantiene una tolleranza di ±3 µm su lamine fino a 8 µm se il substrato ha uno spessore costante.

|

|

|

|

|

|
Scopri altre macchine per il rivestimento delle batterie
E-mail: tob.amy@tobmachine.com
Numero di telefono: +86-18120715609
Precedente:
Macchina continua per il rivestimento con lama racla per elettrodi di batterieProssimo:
Macchina per il rivestimento di lame racla per elettrodi di batterie
se sei interessato ai nostri prodotti e vuoi conoscere maggiori dettagli, ti preghiamo di lasciare un messaggio qui, ti risponderemo al più presto.