- Casa
- >
preparazione dell'elettrodo
- >
saldatore a linguetta della batteria
- >
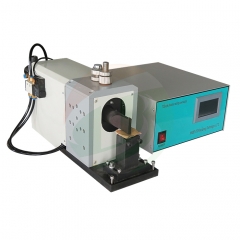
Saldatrice a ultrasuoni per metalli da 20 kHz per la saldatura di elettrodi di batterie e linguette multistrato.
Categorie
Prodotti caldi








Loading...

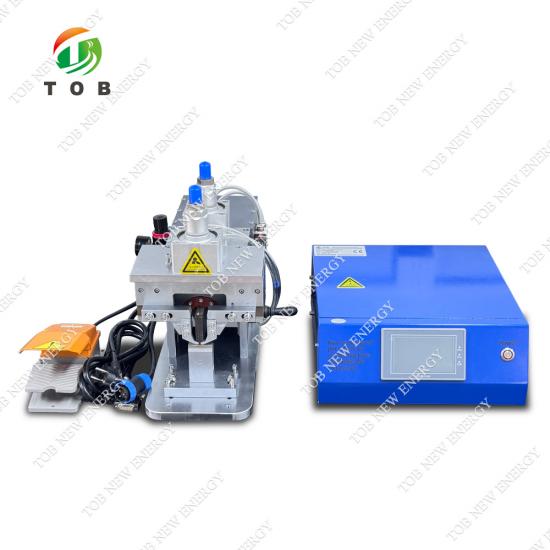


Saldatrice a ultrasuoni per metalli da 20 kHz per la saldatura di elettrodi di batterie e linguette multistrato.
Marca:
TOB NEW ENERGYoggetto numero.:
TOB-20K-1500Wordine (moq):
1setPagamento:
L/C,T/Torigine del prodotto:
Chinaporto di spedizione:
XIAMEN
Saldatrice a ultrasuoni per metalli TOB-20K-1500W 20kHz per la saldatura di elettrodi di batterie e linguette multistrato.
Panoramica del prodotto e applicazioni ideali
Una saldatrice a ultrasuoni per metalli utilizza energia vibratoria ad alta frequenza per unire sottili pezzi di metallo senza fondere il materiale di base. La TOB-20K-1500W genera oscillazioni meccaniche a 20 kHz tramite un trasduttore piezoelettrico, amplifica lo spostamento attraverso un amplificatore e una tromba e fornisce l'energia all'interfaccia di saldatura sotto pressione pneumatica controllata. L'azione di sfregamento ad alta frequenza sulle superfici di contatto rompe gli strati di ossido e crea un legame allo stato solido. A differenza della saldatura a resistenza o laser, la saldatura a ultrasuoni non produce spruzzi, non causa fusione del materiale e non crea zone termicamente alterate: vantaggi cruciali quando si saldano fogli di batterie ultrasottili che si perforerebbero con altri metodi.
Il sistema è basato su un generatore di ultrasuoni completamente digitale di provenienza tedesca, che offre un tracciamento intelligente della frequenza, un'uscita ad ampiezza costante che compensa le fluttuazioni della tensione di rete e modalità di saldatura selezionabili, tra cui modalità energetica, modalità a tempo e modalità a tempo intelligente. La testa di saldatura utilizza acciaio rapido importato (Yishengbai, grado Bohler-Uddeholm) con due superfici utilizzabili indipendenti, ciascuna dotata di una microstruttura progettata per afferrare e saldare fogli di alluminio e rame sottili fino a 0,012 mm senza lacerazioni. Un'interfaccia touchscreen ad alta definizione memorizza oltre 100 registrazioni di saldatura, supporta servizi cloud personalizzati per il monitoraggio dell'OEE e la diagnostica remota e fornisce protezione con allarme in tempo reale per sovratensione, sovracorrente, sovratemperatura e sovraccarico di saldatura.
Ideale per:
- Linee di produzione di batterie agli ioni di litio che saldano linguette di alluminio del catodo (da lamina da 0,012 mm a linguetta da 0,2–0,5 mm) e linguette di rame dell'anodo (da lamina da 0,008–0,012 mm a linguetta di rame nichelato da 0,2–0,4 mm).
- Assemblaggio delle celle a sacchetto: saldatura a laminazione multistrato (10-45 strati), saldatura a farfalla e giunti di transizione alluminio-nichel.
- Produzione di celle cilindriche: saldatura a punto singolo del coperchio alla striscia di alluminio, saldatura del guscio inferiore in alluminio al nastro composito alluminio-nichel.
- Cablaggi automobilistici, interconnessioni di pannelli solari, sigillatura di tubi di rame e applicazioni di saldatura di pannelli solari in vetro che richiedono un legame allo stato solido pulito e in grado di rompere gli ossidi.
- Qualsiasi ambiente di produzione che sostituisca la saldatura a resistenza, che richiede un elevato consumo di materiali, o la lenta saldatura a punti laser, con un processo a ultrasuoni rapido, ripetibile e documentabile.

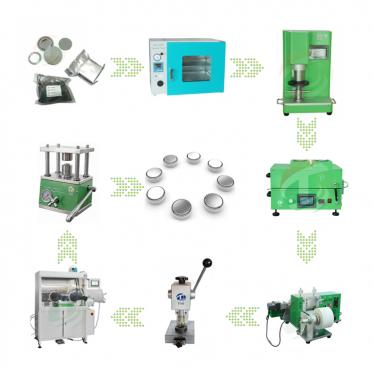
Dove si colloca la saldatura a ultrasuoni nell'assemblaggio delle celle delle batterie
La saldatura a ultrasuoni avviene durante la fase di assemblaggio delle celle nella produzione di batterie agli ioni di litio, dopo il rivestimento e il taglio o la punzonatura degli elettrodi e prima del riempimento con l'elettrolita. Per una cella cilindrica (ad esempio, 18650 o 21700), la linguetta catodica in alluminio viene saldata al bordo del foglio non rivestito o a una striscia di collettore di corrente, e la linguetta anodica in rame nichelato viene saldata in modo analogo. Il coperchio della cella viene quindi unito alla striscia di alluminio con un singolo impulso ultrasonico. Per le celle a sacchetto, più strati di fogli catodici o anodici vengono impilati e saldati a una singola linguetta più spessa mediante una saldatura a laminazione multistrato, generalmente da 10 a 45 strati a seconda della capacità della cella e della specifica lunghezza di saldatura.
La saldatura deve soddisfare simultaneamente tre requisiti stringenti: una resistenza del legame prossima a quella del materiale di base, l'assenza di bruciature o assottigliamento della lamina che creerebbero un punto ad alta resistenza o un punto debole meccanico, e un tempo di ciclo di saldatura inferiore a un secondo per adattarsi alla cadenza di produzione. La TOB-20K-1500W raggiunge questo obiettivo grazie a un'energia ultrasonica erogata con precisione che rompe i tenaci strati di ossido sulle superfici di alluminio e rame, mantenendo al contempo la temperatura del materiale di base ben al di sotto del punto di fusione.
Procedure ottimali basate su ambienti di produzione reali:
- Preparazione della superficie: il foglio di alluminio si ossida in pochi minuti a contatto con l'aria. Pulire immediatamente le superfici del foglio con alcol isopropilico anidro prima di inserirlo nella dima di saldatura. Non utilizzare spugnette abrasive, in quanto rimuovono materiale e creano detriti che possono incastrarsi nell'interfaccia di saldatura.
- Allineamento corno-incudine: il motivo a corno superiore (a linee rette o a reticolo "a chicco di riso") deve essere a pieno contatto con la pila di linguette, e il motivo a incudine inferiore (a rete o reticolato) deve sostenere la lamina inferiore senza inclinarsi. Anche un disallineamento angolare di 0,05 mm può produrre un legame parziale che supera l'ispezione visiva ma fallisce durante il ciclo di formazione delle celle.
- Intervallo di pulizia della superficie del corno: dopo circa 500-1000 saldature su alluminio, il metallo trasferito può iniziare ad aderire alla superficie del corno. Pulire con una spazzola morbida in ottone o con un apposito dispositivo di pulizia. Non utilizzare mai utensili in acciaio: i graffi diventano punti di concentrazione delle sollecitazioni e possono causare crepe premature nel corno.
- Ottimizzazione della pressione: il cilindro pneumatico (AIRTAC SDA63×20, alesaggio 63 mm, corsa 20 mm) eroga una pressione di lavoro fino a 6 kg/cm². Per fogli di alluminio da 0,012 mm, iniziare con 2–3 kg/cm². Per pile di buste multistrato (oltre 20 strati), 4–5 kg/cm² è la pressione tipica. Una pressione eccessiva appiattisce la microstruttura del foglio e, paradossalmente, riduce la forza di adesione; una pressione insufficiente provoca scorrimento e grippaggio superficiale. La pressione ottimale si ha quando il bordo della sezione di saldatura risulta indentato di 1–5 mm rispetto al suo piano originale.


Saldatura a ultrasuoni di filo di rame e strisce di nichel
Come funziona il sistema di saldatura a ultrasuoni TOB-20K-1500W
Conversione e trasmissione dell'energia. Il sistema inizia con il generatore di ultrasuoni, un'unità digitale da 1500 W realizzata con moduli di potenza IGBT e un circuito di oscillazione ad eccitazione separata. Converte la corrente alternata di rete a 50/60 Hz in un segnale elettrico a 20 kHz controllato con precisione. Questo segnale aziona un trasduttore piezoelettrico (wafer German Tech, modello X20) alloggiato nella testa di saldatura, che trasforma le oscillazioni elettriche in vibrazioni meccaniche della stessa frequenza.
La vibrazione meccanica passa attraverso un amplificatore (tromba ad ampiezza variabile, modello Y20) che amplifica lo spostamento fino a un'ampiezza di semiciclo utilizzabile di 20-40 µm. Il movimento amplificato raggiunge la tromba di saldatura, realizzata in acciaio rapido importato (materiale Yishengbai), che trasmette la forza di taglio oscillatoria direttamente alla pila di metallo bloccata tra la tromba e l'incudine inferiore.
Il processo di saldatura (passo dopo passo)
- Fase di compressione (0,02–10 s, programmabile): il cilindro pneumatico abbassa la testa di saldatura. Il corno entra in contatto con il pezzo in lavorazione superiore e genera pressione fino al valore impostato. Il sistema di guide lineari (cursori lineari SY, corsa 20 mm) garantisce una discesa verticale e stabile, indipendentemente dalla velocità impostata: le velocità di salita e discesa sono regolabili indipendentemente per un posizionamento preciso.
- Impulso ultrasonico (0,01–2,0 s): Una volta stabilizzata la pressione, il generatore applica l'impulso ultrasonico. La superficie del corno sfrega lateralmente contro lo strato metallico superiore a 20.000 cicli al secondo, mentre gli strati inferiori rimangono fermi contro l'incudine. Questo movimento differenziale genera calore da attrito localizzato e un'intensa deformazione plastica specificamente alle interfacce. Gli strati di ossido, la barriera che impedisce la saldatura per fusione convenzionale, vengono frammentati e dispersi nel materiale, esponendo il metallo pulito. Sotto l'influenza combinata della diffusione atomica e del flusso plastico, si forma un legame metallurgico allo stato solido. Il processo non fonde il metallo in massa; al contrario, l'ammorbidimento del metallo all'interfaccia consente la caratteristica penetrazione strato per strato senza annerimento o perforazione.
- Fase di mantenimento (diversi secondi): Dopo l'interruzione dell'energia ultrasonica, la pressione pneumatica viene mantenuta brevemente per consentire al legame di consolidarsi e solidificarsi sotto compressione, formando una robusta giunzione a livello molecolare. La resistenza della saldatura si avvicina a quella del materiale originale.
- Ritorno: L'elettrovalvola (AIRTAC 24V210-10) scarica il cilindro e la testa si ritrae nella posizione iniziale, pronta per il pezzo successivo.
Controllo intelligente che distingue questa macchina dalle saldatrici più semplici
- Tracciamento automatico della frequenza (±20 Hz, intervallo di ricerca 19.0000–21.0000 Hz): Durante la produzione continua, il trasduttore e la tromba si riscaldano, causando una deriva della loro frequenza di risonanza meccanica. Il generatore rileva continuamente questo spostamento e si riaggancia alla nuova risonanza in tempo reale senza alcun intervento manuale. Dopo la sostituzione o la rettifica della tromba, il sistema esegue un'autodiagnosi all'accensione e si aggancia automaticamente alla nuova risonanza, senza noiose regolazioni manuali come "la ricerca di una stazione radio", un processo ancora necessario su molte macchine della concorrenza.
- Funzione ad ampiezza costante: quando la tensione di rete oscilla tra 215 V e 238 V, il generatore compensa automaticamente la tensione di uscita in modo che l'ampiezza del segnale acustico rimanga costante. Ciò garantisce che la centesima saldatura di un turno sia identica alla prima, indipendentemente dalle variazioni di alimentazione in fabbrica.
- Terminazione multimodale: la modalità Energia interrompe l'impulso al raggiungimento di un valore Joule preimpostato (ideale per saldature spesse tra linguette dove è necessario controllare l'apporto termico totale). La modalità Tempo funziona per una durata fissa (ideale per saldature ripetitive ad alta velocità a punto singolo). La modalità Tempo intelligente analizza il feedback ultrasonico in tempo reale, identifica il momento di completa adesione interfacciale e interrompe l'impulso, massimizzando la resistenza ed evitando vibrazioni eccessive che potrebbero affaticare la lamina.
- Ampiezza segmentabile (1%–100% entro 0–100 ms): per le lamine ultrasottili e delicate, è possibile programmare un avvio graduale a bassa ampiezza, seguito da un aumento progressivo fino all'ampiezza massima per l'adesione e infine da una riduzione graduale. "La macchina funziona esattamente come desiderate": una frase che i nostri ingegneri usano spesso con i clienti.
Principali vantaggi ingegneristici della saldatura di linguette e fogli di batteria
- Sistema digitale a ultrasuoni di produzione tedesca con controllo automatico della frequenza. Il trasduttore utilizza cristalli piezoelettrici di German Tech, abbinati a un generatore completamente digitale basato su moduli IGBT e a un circuito di oscillazione ad eccitazione separata. Questa architettura garantisce una conversione di potenza intrinsecamente stabile e a basso rumore. A differenza dei generatori analogici che richiedono la regolazione manuale della frequenza e sono soggetti a variazioni di temperatura, il sistema TOB si autocalibra all'avvio e monitora continuamente la risonanza durante il funzionamento. Il risultato pratico: dopo la sostituzione di un corno o la rettifica di una superficie usurata, la macchina si aggancia alla nuova risonanza in pochi secondi senza necessità di intervento da parte dell'operatore, una funzionalità spesso assente nei sistemi concorrenti presenti sul mercato, che si affidano invece a una procedura di "ricerca" manuale analoga alla sintonizzazione di una vecchia radio.
- Penetrazione strato per strato senza bruciatura o annerimento. La combinazione di un controllo preciso dell'ampiezza (20-40 µm di semiciclo), pressione regolabile (0,3-6 kg/cm²) e risoluzione temporale (fino a 0,01 s) consente una vera saldatura strato per strato attraverso l'intero pacco di fogli. La specifica richiede esplicitamente "nessun annerimento", il che significa che l'interfaccia di saldatura rimane priva di ossido e il metallo non raggiunge la temperatura di ossidazione. Per un pacco di alluminio a 20 strati saldato a una linguetta da 0,4 mm, ogni strato viene unito individualmente e il foglio più esterno rimane strutturalmente intatto. Ciò ha un impatto diretto sull'affidabilità della cella: una saldatura parzialmente bruciata può superare il controllo qualità iniziale ma sviluppare un'elevata resistenza durante i cicli.
- Tre modalità di saldatura per la massima flessibilità di processo. Il generatore offre le modalità energia, tempo e tempo intelligente, ognuna adatta a diverse geometrie di giunzione. La modalità energia eccelle nelle saldature a più linguette di spessore elevato, dove l'apporto termico totale determina la qualità. La modalità tempo è ideale per la saldatura ripetitiva ad alta velocità di un singolo punto su linee di celle cilindriche. La modalità tempo intelligente, esclusiva di questo generatore, monitora in tempo reale il collasso delle interfacce e interrompe automaticamente l'impulso al raggiungimento di un'adesione ottimale, indipendentemente da lievi variazioni nello spessore della lamina o nelle condizioni della superficie. Questa modalità è particolarmente efficace per giunzioni di metalli dissimili (Al-Ni) dove un'energia o un tempo fissi potrebbero causare una saldatura insufficiente del lato in nichel o una saldatura eccessiva del lato in alluminio.
- Ampiezza segmentabile: 1%–100% entro una finestra di 100 ms. Questa funzione offre agli ingegneri di processo un controllo molto preciso sul profilo di saldatura. Per fogli di alluminio estremamente fragili da 0,012 mm, l'ampiezza può iniziare al 20% per i primi 10 ms (per stabilire il contatto senza lacerazioni), aumentare fino all'80% nei successivi 40 ms (per rompere gli ossidi e iniziare il legame) e mantenersi al 60% per i restanti 50 ms (per consolidare senza surriscaldamento). Una saldatrice ad ampiezza fissa non può raggiungere questo livello di controllo e la differenza è visibile sia nella sezione trasversale della saldatura che nei dati del test di trazione.
- Archiviazione di oltre 100 registrazioni di saldatura con registrazione dati predisposta per il cloud. L'interfaccia touchscreen memorizza oltre 100 set di parametri e cronologie di saldatura, ognuno contenente informazioni su ampiezza, energia, tempo e allarmi. Servizi cloud personalizzati consentono il monitoraggio remoto dell'OEE, avvisi di guasto e tracciabilità per audit di qualità. Quando un cliente del settore automobilistico ha bisogno di dimostrare che ogni saldatura su un particolare lotto di celle è stata eseguita entro le specifiche, questi dati sono immediatamente recuperabili.
- Progettazione meccanica robusta per una durata di oltre 100.000 saldature. Il corno di saldatura è realizzato in acciaio rapido importato (Yishengbai, una qualità Bohler-Uddeholm) e presenta due superfici utilizzabili indipendenti, raddoppiando di fatto l'intervallo di manutenzione. L'incudine utilizza una struttura a rete ottimizzata per afferrare lamine sottili senza tagliarle. Il sistema di guida lineare (marca SY, due set di cursori lineari, dimensione nominale 20 mm) e l'attuatore pneumatico (cilindro AIRTAC SDA63×20 con elettrovalvola AIRTAC 24V210-10) sono specificati per cicli di lavoro industriali. La durata di progettazione complessiva dell'apparecchiatura è di 8-10 anni, supportata da una garanzia di un anno su tutti i componenti principali (trasduttore, amplificatore, corno, scheda madre, trasformatore di uscita, processore a chip di un'azienda americana di identificazione, cavi), con le sole esclusioni relative all'usura della superficie del corno e della base.
- Sistemi di protezione completi Il generatore monitora continuamente: tensione di alimentazione (banda operativa 215–238 V, con compensazione automatica all'interno di questo intervallo), sovracorrente (protezione IGBT), sovratemperatura (spegnimento automatico del transistor di potenza interno a 60 °C), frequenza di rete instabile (compensazione automatica) e sovraccarico di saldatura (feedback del segnale che previene danni al trasduttore e al clacson). Le prestazioni EMI/EMC sono classificate come "forte capacità anti-interferenza", importante quando la saldatrice opera in prossimità di azionamenti per motori o altri dispositivi elettronici di potenza in una linea di produzione di batterie.

Specifiche tecniche complete
Generatore di ultrasuoni e sistema di controllo
|
Parametro |
Specifiche |
|
Frequenza |
20 kHz, intervallo di tracciamento automatico ±20 Hz, intervallo di ricerca del display 19.0000–21.0000 Hz |
|
Energia |
1500 W (selezionabile) 1000 W) |
|
Controllo della frequenza |
integrato regolabile, completamente digitale |
|
Stadio di potenza |
Moduli IGBT, circuito di oscillazione ad eccitazione separata |
|
Controllo dell'ampiezza |
Regolazione continua, dall'1% al 100%, segmentabile all'interno di una finestra temporale di 0-100 ms. |
|
Funzione ad ampiezza costante |
Sì, compensa le fluttuazioni della tensione di rete entro 215–238 V |
|
Modalità di saldatura |
Modalità risparmio energetico, modalità tempo, modalità tempo intelligente (selezionabili) |
|
Intervallo di tempo di saldatura |
0,01–2,0 s |
|
Intervallo di tempo di compressione |
0,02–10 s (programmabile) |
|
Intervallo di regolazione dell'ora (generale) |
0–60 s |
|
Archiviazione dei parametri |
Sì, con richiamo personalizzabile; >100 registrazioni di saldatura |
|
Servizio cloud |
Personalizzabile |
|
Controllore |
Basato su microprocessore (chipset della società American ID) |
|
Protezioni |
Sovratensione (banda 215–238 V), sovracorrente, sovraccarico, sovratemperatura (protezione automatica a 60 °C), compensazione automatica della frequenza di rete instabile, feedback del segnale di sovraccarico di saldatura |
|
EMI/EMC |
Elevata capacità anti-interferenza |
|
Schermo |
Schermo tattile ad alta definizione con interfaccia grafica intuitiva |
|
Display |
Doppio display: temperatura impostata e temperatura misurata |
|
dimensioni del generatore |
Circa 360 mm × 340 mm × 150 mm |
|
Tensione di alimentazione |
CA 220 V, 50/60 Hz |
Testa di saldatura, trasduttore e sistema pneumatico
|
Parametro |
Specifiche |
|
Trasduttore |
Modello X20, tedesco T ogni wafer piezoelettrico |
|
Tolleranza di adattamento del trasduttore |
Differenza di frequenza ≤400 Hz, differenza di impedenza ≤4 Ω, differenza di capacità ≤400 pF |
|
Resistenza di isolamento del trasduttore (rispetto all'involucro) |
≥30 MΩ |
|
Booster |
Modello Y20 |
|
Materiale corno |
Acciaio rapido importato (Yishengbai, grado Bohler-Uddeholm) |
|
Lunghezza del corno |
≥130 mm |
|
Numero di facce del corno utilizzabili |
2 |
|
Istruzioni per l'installazione del clacson |
Trasversale (orizzontale) |
|
Modello a forma di corno |
Corno superiore: motivo a linee rette o a reticolo ("a chicco di riso"); Incudine inferiore: motivo a rete |
|
Altezza del punto di saldatura (profondità del pattern) |
0,8 mm (regolabile in base al processo di produzione) |
|
Altezza della superficie di saldatura dal corno |
>5 mm (regolabile in base all'altezza del prodotto) |
|
Gamma di ampiezza regolabile |
Semiciclo 20–40 µm |
|
corsa verticale della testa |
20 mm (corsa del cilindro), controllo a guida lineare |
|
velocità di sollevamento/abbassamento della testa |
Regolabile e controllato con precisione |
|
controllo della posizione superiore/inferiore |
Posizionamento preciso |
|
Cilindro |
AIRTAC SDA63×20, alesaggio 63 mm × corsa 20 mm |
|
Elettrovalvola |
AIRTAC 24V210-10 |
|
Guida lineare |
Marca SY, cursore lineare 20, 2 set |
|
pressione lavorativa |
0,3–6 kg/cm² (min 0,3, max 6 kg/cm²) |
|
Alimentazione dell'aria in ingresso |
Aria compressa secca, 7–8 kg/cm² (bar) |
|
Ingresso aria |
Attacco rapido, Ø8 mm |
|
Vita con la faccia di corno |
≥100.000 saldature |
Materiali applicabili e configurazioni delle celle
|
Applicazione |
Specifiche |
|
Substrato catodico (foglio collettore di corrente) |
Foglio di alluminio, spessore 0,012 mm |
|
Materiale della linguetta del catodo |
Alluminio linguetta m, spessore 0,2–0,5 mm |
|
Substrato anodico (foglio collettore di corrente) |
Foglio di rame, spessore 0,008–0,012 mm |
|
Materiale della linguetta dell'anodo |
Linguetta in rame nichelato / nichel, spessore 0,2–0,4 mm |
|
Cellula a sacchetto, strati laminati max. |
Da 10 a 45 strati (a seconda della lunghezza della saldatura) |
|
lunghezza del punto di saldatura |
20 mm (personalizzabile) |
|
Larghezza del punto di saldatura |
3 mm (personalizzabile) |
|
Modalità di saldatura per linguette |
Trasversale (in senso trasversale; personalizzabile) |
|
Requisiti di qualità della saldatura |
Nessuna penetrazione della saldatura, nessuna saldatura mancante, adesione forte, penetrazione strato per strato, nessun annerimento |
|
tempo del ciclo di saldatura |
Entro 1 secondo |
|
Numero di punti di saldatura |
Progettato secondo il processo di saldatura |
|
Tipo di saldatura |
Punto singolo |
Dimensioni e peso della macchina
|
Articolo |
Dimensioni / Peso |
|
Dimensioni complessive |
Circa 900 mm × 600 mm × 750 mm |
|
Dimensioni della testa |
Circa 500 mm × 310 mm × 620 mm |
|
dimensioni del quadro elettrico del generatore |
Circa 360 mm × 3 40 mm × 150 mm |
|
Dimensioni dell'imballaggio |
Circa 1000 mm × 600 mm × 800 mm |
|
Peso totale |
Circa 50 kg |
Elenco dei componenti e dei pezzi di ricambio
|
NO. |
Assemblea |
Componente |
Specifiche/Modello |
Produttore |
Quantità |
Garanzia |
|
1 |
Cavo |
cavo ad alta frequenza |
– |
– |
1 pz |
1 anno |
|
2 |
Cavo |
cavo ad alta frequenza |
– |
– |
1 pz |
1 anno |
|
3 |
Cavo |
Cavo di controllo dell'uscita |
Multi-core |
– |
1 pz |
1 anno |
|
4 |
Sistema di vibrazione |
Trasduttore |
X20 |
Tecnologia tedesca (wafer) |
1 pz |
1 anno |
|
5 |
Sistema di vibrazione |
Amplificatore (tromba ad ampiezza variabile) |
Y20 |
– |
1 pz |
1 anno |
|
6 |
Sistema di vibrazione |
Corno di saldatura |
20 |
Materiale importato da Yishengbai |
1 pz ciascuno (positivo/negativo) |
1 anno (usura esclusa) |
|
7 |
Sistema di vibrazione |
Piastra flangiata |
– |
– |
1 set |
1 anno |
|
9 |
Scatola di controllo |
Scheda madre |
– |
– |
1 pz |
1 anno |
|
10 |
Scatola di controllo |
Trasformatore di uscita |
– |
– |
1 pz |
1 anno |
|
12 |
Scatola di controllo |
Processore a chip |
– |
Azienda americana di documenti d'identità |
1 set |
1 anno |
|
13 |
Apparecchio |
Manicotto di impostazione dello stampo superiore |
– |
– |
– |
– |
|
14 |
Apparecchio |
Base |
– |
– |
1 set |
1 anno (usura esclusa) |
|
15 |
Telaio |
Telaio della macchina |
HY |
– |
1 set |
1 anno |
|
16 |
Telaio |
Guida lineare |
Cursore lineare 20 |
SY |
2 set |
1 anno |
|
17 |
Telaio |
Cilindro |
SDA63×20 |
AIRTAC |
1 set |
1 anno |
|
18 |
Telaio |
Elettrovalvola |
24V210-10 |
AIRTAC |
1 set |
1 anno |


Difetti comuni nella saldatura a ultrasuoni e soluzioni pratiche
I seguenti problemi si riscontrano regolarmente nella saldatura delle linguette delle batterie. La tabella spiega come le caratteristiche del TOB-20K-1500W aiutano direttamente nella diagnosi vedere e risolvere ciascuno di essi.
|
Problema |
Possibile causa |
Come TOB-20K-1500W può essere d'aiuto / Azioni consigliate |
|
Legame debole / bassa forza di trazione (si apre facilmente) |
Energia insufficiente, ampiezza troppo bassa o strato di ossido non completamente rotto. |
Aumentare il setpoint di energia con piccoli incrementi (5 J). Verificare che l'ampiezza sia almeno del 70-80% per l'alluminio. Assicurarsi che le lamine siano state pulite con IPA prima della saldatura. La funzione ad ampiezza costante garantisce che l'ampiezza impostata venga effettivamente erogata indipendentemente dalle fluttuazioni della rete elettrica. |
|
Perforazione o bruciatura della lamina (penetrazione della saldatura) |
Energia troppo elevata, ampiezza eccessiva rispetto allo spessore del foglio o pressione troppo bassa causano slittamento e surriscaldamento locale. |
Ridurre l'energia o passare alla modalità di temporizzazione intelligente che termina automaticamente al completamento della saldatura. Aumentare la pressione pneumatica a 3-4 kg/cm² per migliorare l'accoppiamento. Verificare il parallelismo tra corno e incudine. La specifica richiede l'assenza totale di penetrazione della saldatura. |
|
Alluminio applicato sulla superficie del corno / trasferimento metallico |
Ampiezza insufficiente che causa attrito radente anziché adesione, oppure tempo di saldatura eccessivo a bassa ampiezza. |
Pulire la superficie del corno con una spazzola morbida in ottone. Aumentare leggermente l'ampiezza e ridurre il tempo. La funzione di ampiezza segmentabile consente un innesto iniziale delicato per prevenire l'usura. |
|
La qualità della saldatura si degrada durante un turno di produzione |
Il surriscaldamento del clacson provoca una deriva di frequenza; oppure il disegno della superficie del clacson si usura al di sotto della profondità effettiva. |
Verificare che il tracciamento automatico della frequenza sia attivo (è sempre attivo di default su questo sistema, non è necessario alcun intervento manuale). Se la profondità del diagramma di vibrazione è inferiore a 0,5 mm, ruotare sulla seconda faccia utilizzabile o eseguire una nuova rettifica. Monitorare la temperatura del trasduttore; il sistema mantiene la temperatura del gruppo vibrante al livello minimo possibile. |
|
Stridio forte o rumore anomalo durante la saldatura |
Disallineamento di risonanza, giunto meccanico allentato nel gruppo di vibrazione o parte non saldamente supportata sull'incudine. |
Serrare tutti i collegamenti meccanici (tromba, amplificatore, trasduttore) alla coppia specificata. Assicurarsi che il pezzo in lavorazione sia perfettamente piano sull'incudine. Eseguire una volta la ricerca automatica della frequenza del sistema. La struttura di oscillazione ad eccitazione separata è intrinsecamente più stabile rispetto ai progetti ad auto-eccitazione nell'evitare il funzionamento fuori risonanza. |
|
Allarme sovraccarico del generatore |
Sovracorrente dovuta a trasduttore danneggiato, corno incrinato o geometria estrema del componente. |
Verificare la resistenza di isolamento del trasduttore: le specifiche richiedono ≥30 MΩ rispetto all'involucro. Ispezionare il corno per la presenza di microfratture utilizzando un liquido penetrante. Il feedback del segnale di protezione da sovraccarico previene danni catastrofici e fornisce un codice di errore per una rapida diagnosi. |
|
Qualità di saldatura incoerente tra i vari turni. |
Diversi operatori che impostano parametri diversi, oppure variazioni della tensione di rete. |
Memorizza la ricetta convalidata nella memoria dei parametri (>100 record). Blocca la ricetta per impedire modifiche non autorizzate. Il sistema di protezione dalla sovratensione compensa automaticamente le variazioni di alimentazione tra 215 V e 238 V, in modo che la potenza e la frequenza di uscita rimangano invariate. |
Parametri di saldatura consigliati per i giunti più comuni delle batterie
Queste ricette di base sono state sviluppate utilizzando una TOB-20K-1500W con un modello di corno superiore standard a linea retta e incudine a rete. Tutte presuppongono una corretta pulizia del foglio con IPA e una temperatura ambiente di 20-30 °C. È necessario perfezionare le impostazioni in base al materiale specifico, al fornitore del foglio e alla velocità di produzione.
|
Tipo di giunto |
Stratificazione dei materiali |
Modalità di saldatura |
Energia / Tempo |
Ampiezza |
Pressione |
Note |
|
Singolo contatto Al su lamina di Al (catodo) |
Lamina di alluminio da 0,3 mm + 1 strato di lamina di alluminio da 0,012 mm |
Energia |
50–70 J |
80% |
2,5–3,0 kg/cm² |
Utilizzare un modello di saldatura a corno rettilineo per evitare la lacerazione della lamina. Punto di saldatura standard 20 mm × 3 mm. |
|
Linguetta singola in rame nichelato su lamina di rame (anodo) |
Linguetta Ni‑Cu 0,2 mm + 1 strato lamina Cu 0,010 mm |
Energia |
80–100 J |
85% |
3,0 kg/cm² |
Il rame richiede più energia rispetto all'alluminio. Assicurarsi che la linguetta sia nichelata e non in rame nudo. |
|
Linguetta per busta multistrato (20 strati di alluminio) |
20 strati di lamina di alluminio da 0,012 mm + linguetta di alluminio da 0,4 mm |
Tempo |
0,6–0,8 s |
90% |
4,0–5,0 kg/cm² |
Pre-allineare la pila di fogli in un apposito supporto. Utilizzare un punto di saldatura più lungo (20 mm) per distribuire l'energia su tutti gli strati. |
|
Linguetta per sacchetto multistrato (45 strati di alluminio, specifiche massime) |
45 strati di lamina di alluminio da 0,012 mm + linguetta di alluminio da 0,5 mm |
Tempo |
0,8–1,0 s |
95% |
5,0–6,0 kg/cm² |
Numero massimo di strati secondo le specifiche. Aumentare la pressione fino al limite superiore. La qualità della saldatura dipende dalla lunghezza della saldatura; le saldature più lunghe distribuiscono meglio l'energia. |
|
Saldatura a farfalla (cella a sacchetto Al-Ni) |
Al tab 0,3 mm → Ni tab 0,3 mm |
Tempo intelligente |
– |
80% |
3,5 kg/cm² |
La modalità intelligente è ideale per metalli diversi: impedisce il surriscaldamento del lato in nichel, garantendo al contempo una perfetta saldatura del lato in alluminio. |
|
Tappo cilindrico su striscia di alluminio (punto singolo) |
Cappuccio in alluminio + striscia in alluminio da 0,3 mm |
Energia |
30–50 J |
75% |
3,0 kg/cm² |
La dimensione del punto di saldatura deve corrispondere all'area di contatto del cappuccio; mantenere il tempo di saldatura inferiore a 0,3 s per evitare l'accumulo di calore nel cappuccio. |
|
Sigillatura del tubo di rame |
Tubo di rame Ø6–12 mm |
Tempo |
0,4–0,6 s |
90% |
4,0 kg/cm² |
Assicurarsi che le estremità dei tubi siano prive di olio da taglio. La saldatura deve essere ermetica. |
Nota sui parametri chiave: la percentuale di ampiezza si riferisce all'impostazione di uscita del generatore, non allo spostamento assoluto del corno. Con un'ampiezza del 100%, lo spostamento a metà ciclo è di circa 40 µm. Per le lamine delicate, non iniziare mai con un valore superiore all'80%. La specifica indica che la pressione ottimale produce un'indentazione di 1-5 mm sul bordo della sezione di saldatura: utilizzare questo indicatore visivo per la configurazione iniziale.
Perché scegliere la TOB-20K-1500W rispetto a una saldatrice a ultrasuoni generica: un confronto diretto
|
Caratteristica |
TOB-20K-1500W |
Saldatrice a ultrasuoni da 20 kHz a basso costo |
|
tecnologia dei generatori |
IGBT completamente digitale di provenienza tedesca con circuito di oscillazione ad eccitazione separata |
Spesso analogico o digitale di base, oscillazione auto-eccitata |
|
Controllo della frequenza |
Tracciamento automatico (±20 Hz), autocalibrazione all'avvio; nessuna regolazione manuale nemmeno dopo la sostituzione del clacson. |
Potrebbe essere necessaria la ricerca manuale della frequenza ("come sintonizzare una vecchia radio") dopo ogni sostituzione del clacson. |
|
Regolazione dell'ampiezza |
Senza gradini 1–100 %, segmentabile w entro la finestra temporale di 0-100 ms |
Spesso 3-5 passaggi fissi, nessuna capacità di segmentazione |
|
Ampiezza costante |
Sì, il generatore compensa la tensione di uscita per le fluttuazioni della rete elettrica (215–238 V). |
No, l'ampiezza della saldatura varia in base alle modifiche della tensione di fabbrica. |
|
Modalità di saldatura |
Energia, tempo, tempo intelligente (selezionabile) |
In genere solo tempo o solo energia |
|
Corrispondenza del trasduttore |
Set abbinati in fabbrica: differenza di frequenza ≤400 Hz, differenza di impedenza ≤4 Ω, differenza di capacità ≤400 pF |
Spesso non ben abbinati, il che porta a battimenti e scoppiettii prematuri delle corna |
|
Registrazione dei dati |
Oltre 100 registrazioni di saldatura, predisposto per il cloud, allarme guasti con cronologia |
Visualizzazione di base, senza memorizzazione dei dati o con sola memoria dell'ultima saldatura. |
|
Guida pneumatica e lineare |
Cilindro (SDA63×20) e solenoide (24V210-10) di marca AIRTAC, cursori lineari SY |
Componenti generici senza marchio con regolazione della corsa limitata |
|
Materiale e durata del corno |
Acciaio rapido Yishengbai importato, 2 facce utilizzabili, ≥100.000 saldature per faccia |
Acciaio per utensili di qualità inferiore, spesso a singola faccia, con durata inferiore |
|
Controllo della velocità di salita/discesa |
Regolabile e controllato con precisione |
Spesso a velocità fissa o con semplice valvola a farfalla |
|
Precisione del posizionamento |
Controllo preciso della posizione superiore/inferiore |
Arresto meccanico di base |
|
EMI/EMC |
Elevata resistenza alle interferenze, stabile in prossimità di azionamenti per motori e inverter. |
Potrebbe essere suscettibile a rumore elettrico o causarlo in fabbrica |
|
Sistemi di protezione |
Sovratensione, sovracorrente, sovraccarico, sovratemperatura (60 °C), compensazione della frequenza di rete, feedback del sovraccarico di saldatura |
Di solito è presente solo la protezione di base contro i sovraccarichi. |
|
Vita da designer |
8–10 anni |
In genere 3-5 anni |
|
Garanzia e assistenza |
Garanzia di 1 anno sui componenti principali (trasduttore, amplificatore, tromba (esclusa l'usura), scheda madre, processore, cavi), supporto tecnico a vita. |
Spesso 6-12 mesi con un supporto limitato da parte del distributore. |
Perché le linee di produzione di batterie passano a questo sistema: i motivi più frequenti addotti dai clienti per l'aggiornamento al TOB-20K-1500W sono: forza di trazione incoerente tra i turni di produzione a causa di una scarsa regolazione dell'ampiezza del generatore; la frustrazione di dover regolare manualmente la frequenza ogni mattina o dopo ogni cambio di corno; guasti prematuri del corno su utensili morbidi; e l'impossibilità di fornire dati di tracciabilità della saldatura durante gli audit dei clienti del settore automobilistico. Il sistema TOB affronta direttamente ciascuno di questi problemi: il generatore digitale tedesco e il tracciamento automatico della frequenza eliminano le incertezze in fase di impostazione, la funzione ad ampiezza costante stabilizza la qualità in presenza di fluttuazioni di tensione, il corno in acciaio ad alta velocità con due facce estende gli intervalli di manutenzione e la memoria con oltre 100 registrazioni fornisce la documentazione richiesta dai sistemi di qualità. Come ci ha detto un responsabile di produzione: "Prima, la saldatura era il collo di bottiglia perché dovevamo sempre regolare qualcosa. Ora, carichiamo la ricetta e la prima saldatura supera il test di trazione, ogni volta, per tutto il turno."
Domande frequenti di ingegneria: Saldatura a ultrasuoni dei metalli per la produzione di batterie
D1: La saldatrice TOB-20K-1500W può saldare il rame direttamente all'alluminio, oppure è necessario utilizzare rame nichelato?
La saldatura a ultrasuoni può unire l'alluminio al rame nudo, creando un legame meccanicamente resistente. Tuttavia, in una cella agli ioni di litio, qualsiasi esposizione ai vapori dell'elettrolita o a tracce di umidità può generare una coppia galvanica tra alluminio e rame, causando corrosione nel punto di giunzione durante la vita operativa della cella. Per questo motivo, nell'industria delle batterie si utilizzano linguette di rame nichelato per la saldatura a fogli o strisce di alluminio. Lo strato di nichel funge da barriera. La macchina salda con la stessa efficacia sia il rame nudo all'alluminio che il rame nichelato all'alluminio; la scelta dipende interamente dalla progettazione della cella e dalle condizioni di utilizzo previste.
D2: Con quale frequenza va ispezionato il corno di saldatura e qual è la procedura da seguire quando il disegno si usura?
Nella saldatura in serie di fogli di alluminio da 0,012 mm a cicli di saldatura standard, la zigrinatura della superficie del corno (a linee rette o a reticolo) rimane efficace per circa 50.000-100.000 saldature per lato, a seconda della durezza del materiale e delle impostazioni di pressione. Si consiglia di controllare la profondità della zigrinatura con un semplice calibro di profondità ogni 10.000 saldature. Quando la profondità della zigrinatura scende al di sotto di circa 0,5 mm, ruotare il corno sulla seconda superficie utilizzabile. Quando entrambe le superfici sono usurate, il corno può essere rettificato per ripristinare la zigrinatura originale. TOB può consigliare un servizio di rettifica certificato. Le specifiche indicano una durata della superficie del corno pari o superiore a 100.000 saldature, presupponendo un utilizzo corretto con l'intervallo di pressione raccomandato e una pulizia regolare per prevenire l'accumulo di alluminio.
D3: La qualità della saldatura cambia quando la temperatura ambiente della fabbrica varia dall'inverno all'estate (ad esempio, da 10 °C a 35 °C)?
Il tracciamento digitale della frequenza compensa ampiamente gli spostamenti di risonanza indotti dalla temperatura nel trasduttore e nel corno. Il trasduttore è un risonatore meccanico e la sua frequenza naturale varia leggermente con la temperatura, ma il generatore si riaggancia alla nuova risonanza ad ogni ciclo entro il suo intervallo di tracciamento di ±20 Hz: non è necessaria alcuna regolazione manuale. Le guarnizioni del sistema pneumatico (AIRTAC) sono progettate per intervalli di temperatura industriali. In caso di avviamento a freddo, ad esempio un lunedì mattina a 10 °C, è consigliabile eseguire circa cinque saldature di prova su un foglio di scarto. Questo permette al trasduttore, al booster e al corno di raggiungere una temperatura di esercizio stabile. La temperatura del gruppo vibrante si mantiene al minimo durante il normale funzionamento grazie al controllo intelligente della frequenza, contribuendo a una qualità di saldatura costante in tutte le condizioni ambientali.
D4: È possibile regolare in modo indipendente la velocità di sollevamento e abbassamento della testa di saldatura? E perché è importante?
Sì, le velocità di salita e discesa della testa di saldatura sono regolabili in modo indipendente e preciso tramite i comandi del flusso pneumatico. Questo è importante in produzione perché la velocità di avvicinamento deve essere sufficientemente elevata per rispettare il tempo di ciclo previsto (la saldatura completa deve essere completata entro 1 secondo, come specificato), ma la discesa finale sul pezzo deve essere sufficientemente lenta da evitare danni da impatto alle lamine ultrasottili. Le velocità regolabili, combinate con il posizionamento preciso superiore-inferiore e il sistema di guida lineare, consentono di programmare un avvicinamento rapido a un punto appena sopra la pila di lamine, seguito da una discesa finale graduale a pressione controllata, massimizzando sia la produttività che l'integrità delle lamine.
D5: Il sistema è adatto per la saldatura in un ambiente a secco o in una camera a guanti?
La testa di saldatura e i componenti pneumatici possono funzionare in un ambiente a bassa umidità e a camera asciutta (punto di rugiada fino a circa -40 °C, tipico per l'assemblaggio di celle agli ioni di litio). Il quadro elettrico non è adatto all'integrazione in una camera a guanti, ma l'unità della testa può essere collocata all'interno di una camera a secco di grandi dimensioni o in un involucro personalizzato. I cavi di controllo (2 cavi ad alta frequenza, 1 cavo di controllo di uscita multicore) hanno una lunghezza standard di 1 m e possono essere estesi con cavi di lunghezza personalizzata se il generatore deve essere posizionato al di fuori dell'ambiente controllato. Contattare TOB per esigenze di personalizzazione.
Avete bisogno di una ricetta di saldatura validata per la vostra specifica applicazione di giunzione linguetta-foglio o per celle a sacchetto multistrato? Richiedete il pacchetto completo delle specifiche TOB-20K-1500W e una scheda dei parametri di partenza ai nostri ingegneri specializzati nei processi di giunzione.
tob.amy@tobmachine.com | +86 181 2071 5609
Precedente:
Macchina automatica dell'elettrodo del catodo della batteria al litioProssimo:
Saldatrice ad ultrasuoni per laminazione di metalli
se sei interessato ai nostri prodotti e vuoi conoscere maggiori dettagli, ti preghiamo di lasciare un messaggio qui, ti risponderemo al più presto.